
Armstrong offers a wide range of conveying and transport systems, solutions for distributing a wide variety of material — from single individual items, cases, cartons, SKUs to large pallets and barrels.
Our conveying systems include robust and IIOT 4.0 compliant modules which are scalable and can be upgraded as your business grows. Armstrong’s connected intelligent intralogistics systems are modular. With a backbone of BI fueled AI driven software, data flows with your material. You have 100% visibility and traceability of your goods.
Conveyors are the most vital component in automating intralogistics operations. Each operation demands a specific function and hence a specific conveyor. Our team helps you choose the right conveyor- be it a belt conveyor, a roller conveyor or a chain conveyor which is customized and Application Engineered specifically to fulfil your functional requirements.
Combining simplicity and innovation, Armstrong’s flat belt conveyors, modular belt conveyors, incline and decline belt conveyors, food-grade conveyor and flat top chain conveyor, accumulation conveyors, are designed to slot into your system and make your operations easier.
The pre-emulated systems eliminate errors in the conceptualization process itself for building a robust and error less system to meet our high-quality standards. Armstrong’s IIOT enabled Smart conveyors, convey data along with the material for performing intelligent functions, from as simple as sorting, merging, weighing to the state of art ‘Touchless’ and ‘Lights off’ Technologies ensuring transparency and visibility of the flowing material. With the assurance of highest quality regarded German technology we proudly Make In India.
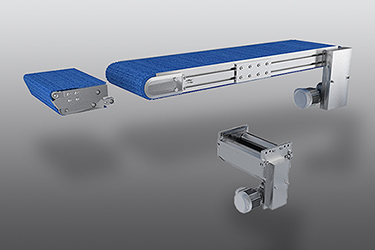
Modular plastic belt conveyors
When you need to convey high loads at high speed, modular plastic conveyors suit you right. Made up of interlocked plastic segments, they can be replaced easily with the minimum investment when needed. The design of these modular plastic belt conveyors can be customized so as to serve your industry-specific requirements. Another important reason to choose this as your solution is that, its ability to perform without lubrication and tension offering longer belt-life and low risk.


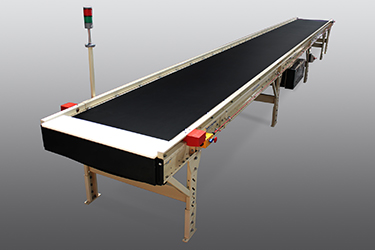
Belt Conveyors
Ideally suitable to carry load up to 125 kg per meter. Its key features like compact frame height, crowned rollers, appropriate slider bed, low maintenance make it the most appropriate product for conveying. The highlight of the solution being its ability to convey parcels from a very small to large sizes.
The standard material of construction is Aluminium and MS profile depending upon the application.
Armstrong customizes the conveyor as per the requirement of your facility.
Roller Conveyors
A conveyor that is constructed out of a series of parallel rotating bars which move your parcels to their end destination is ideally a roller conveyor. Roller conveyor can be idler or powered where the rollers are connected and driven with the help of a chain, PU cord or PolyV belt. Motorised/Powered Roller Conveyor is best suitable for handling heavy products. Roller conveyors are used in facilities like warehouses and manufacturing facilities where the parcels to be conveyed owe a smooth bottom or those that are conveyed on the pallet.
Roller conveyors by Armstrong are optimized for transporting a wide variety of crates, boxes and pallets. They offer flexibility in layout, application and budget. Roller conveyors can be used in every phase of your product flow: order picking, processing, packaging, transport, etc. Their versatility and ease of application are the highlights that make your operations smoother.
With its sleek and robust design, our wide range of efficient conveying systems for industries deliver customised solutions to all your complex material handling needs like pallets, trolleys, cartons, parcels, totes etc., and a host of other package types and materials. With proven technology under CEMA and ANSI guidelines (global standards), our products are compliant to UL and CE.



